
以下是:异型管厂家长期供应的产品参数在四川省宜宾市采买异型管厂家长期供应到千鹤钢管(宜宾市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:贺经理-【18864897226】,地址:《经济开发区》。 四川省,宜宾市 2022年,宜宾市实现地区生产总值3427.84亿元,比上年增长4.5%。
想要知道异型管厂家长期供应产品如何?看视频就知道!看视频,选产品更明智!以下是:异型管厂家长期供应的图文介绍
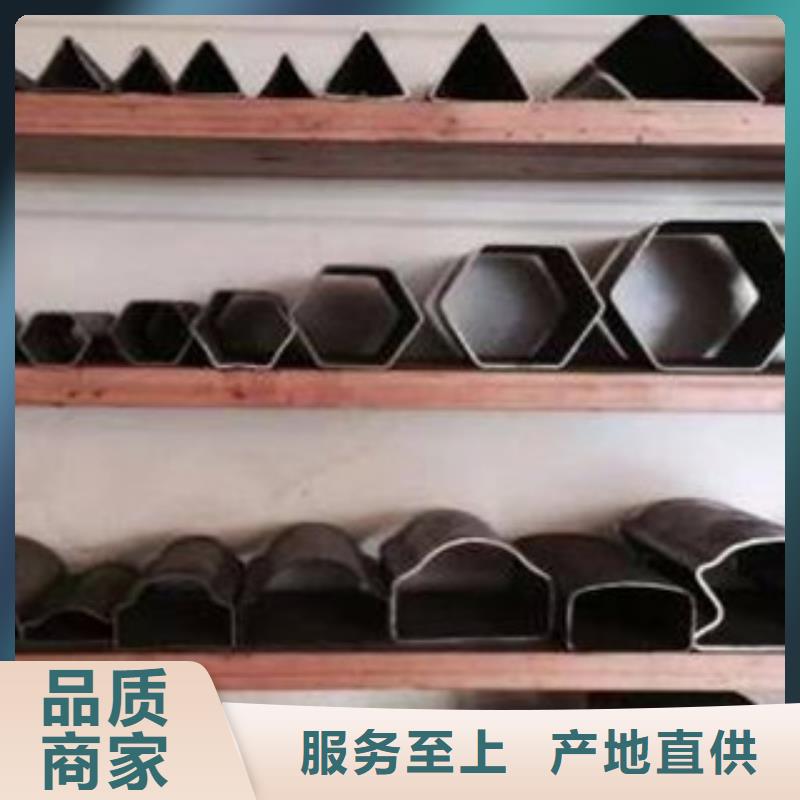
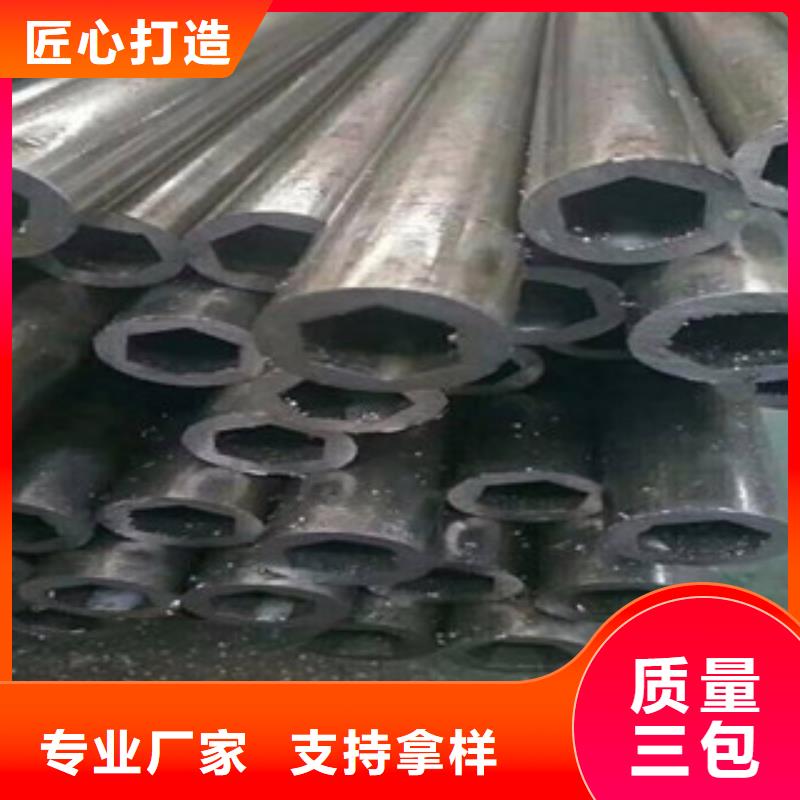
螺旋管生产工艺:1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。5)采用外控或内控辊式成型。6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。9)采用空气等离子切割机将钢管切成单根。10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
异型管拉伸试验主要有以下步骤:(一)用刻线机在原始标距范围内刻划圆周线,将标距内分为等长的10格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测一次直径,取其算术平均值作为该处截面的直径,然后选用三处截面直径的小值来计算试件的原始截面面积;(二)根据异型管的拉伸强度和原始标本截面积估计的大负荷,配置相应的摆锤,选择合适的测力度盘;(三)开始试机,使表上升约10mm,为了重量板凳系统的影响。倡议旨在调整指针为零,主动驱动的指针和指针靠拢,调整自动绘图设备;(四)先将异型管样品装夹在上夹头内,再将下夹头移动到合适的夹持位置,后夹紧试件下端;(五)开动试验机,预加少量载荷(载荷对应的应力不能超过异型管材料的比例极限),然后卸载到零,以检查试验机工作是否正常;(六)启动试验机,加载缓慢而均匀地旋转仔细观察指针和策划力测量绘图设备的图形。注意捕获的屈服载荷值,计算其屈服点应力的记录。在屈服阶段,加载速度可以更快。将达到大,遵守“缩颈”的现象。试样断裂立即停止,记录的大负荷值;(七)取下异型管拉伸标本、记录纸;(八)用游标卡尺测量断后标距及缩颈处小直径。
面向未来,四川宜宾千鹤钢管有限公司将继续以为用户创造价值为己任,以【精密管】产品质量为核心、以优质服务为重点,以精细化管理为保障,以创新驱动为动力,追求市场较大化,与海内外客商一道,携手并进,在发展中共赢,在共赢中发展,努力实现融通天下!
焊接异型管之前需要注意的事项;现如今,异型管已经成为了家庭中,设备中非常常见的一款管道,那么,在焊接异型管之前,需要注意哪些问题?下面总结出六点来。希望大家能够仔细阅读。(一)检查水、电、气是否接通,并按要求全部连接好,不能松动。水、电、气都是异型管焊接过程中的危险因素,所以在焊前一定要检查好。(二)使用相关工具清洁母材表面,即用刷子或砂纸彻底母材表面水、油、氧化物等杂质,以保证焊接质量。(三)要注意异型管焊接工作场所的清理,不能有易燃、易爆物,采取避风措施等。(四)认真检查焊机的接线是否符合要求,电线质量问题是容易引发事故的因素,所以一定不能掉以轻心。(五)对异型管母材进行焊前检查,因为这直接关系着焊接效果,所以是很在必要的。(六)重要焊接结构要采用化学清洗法进行清洁。可简单地采用丙酮或烧碱硫酸等清洗其表面的水、油、高熔点氧化膜、氧化物等污染物。
如何有效的控制异型管中的疤痕?可能很多人都不知道,异型管内也会出现疤痕,那么,这些疤痕是什么?这些疤痕就是一个个像黄豆粒大小不一的坑坑洼洼的小坑,里面会出现灰褐色或灰黑色的异物,那么,我们应该如何来有效的控制异型管中的疤痕?下面来说八种可以有效控制异型管疤痕的方法。(一)除氧化物剂粉末粒度一般要求在16目左右。(二)根据异型管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的管材喷吹得除氧化物剂量是不同的。(三)吹扫时间应根据管材直接、长度进行调节,以管材内没有悬浮的金属氧化物再被吹出为标准。(四)芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取一次水冷却的办法。(五)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在异型管内腔中充分燃烧。(六)严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。(七)喷嘴高度应根据异型管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在管材内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。(八)喷吹压力应与管材直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从异型管内吹走。
今年在四川省宜宾市购买异型管厂家长期供应有了新选择,千鹤钢管(宜宾市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的异型管厂家长期供应产品。如需购买或咨询,请随时联系我们,联系人:贺经理-【18864897226】,地址:经济开发区。













